Lower Palaeolithic technology, raw material and population ecology (bifaces)
Gilbert Marshall, David Dupplaw, Derek Roe, Clive Gamble, 2002. https://doi.org/10.5284/1000354. How to cite using this DOI
Data copyright © University of Southampton unless otherwise stated
This work is licensed under the ADS Terms of Use and Access.

Primary contact
Dr
Gilbert
Marshall
Royal Holloway, University of London
Egham
Surrey
TW20 0EX
England
Resource identifiers
- ADS Collection: 349
- DOI:https://doi.org/10.5284/1000354
- How to cite using this DOI

Lower Palaeolithic technology, raw material and population ecology
Gilbert Marshall, Clive Gamble, Derek Roe & David Dupplaw, 2002
Query
Explanation of fieldnames used in the database
| Site name | The name by which the site is commonly known (between 29 and 3588, excluding 48,551,552,3453). |
| Country | The country in which the site is located. |
| Continent | The continent in which the site is located. |
| Biface type | A general definition of biface type. Categories include handaxes, cleavers, picks and knives. |
| Completeness | Whether or not the biface was complete. Broken pieces were rarely included and if so, because of some distinctive aspect. |
| Finder | Name of the person who found the artefact. |
| Finders number | Number given to the artefact by the finder. |
| Site subdivision | The location where the artefact was found. If unavailable or the artefact was simply attributed to the site as a whole, this entry was defined as unclear. |
| Context/level | The stratigraphic context or level in which the artefact was found. |
| Date found | The date on which the artefact was found. |
| Museum/holder | The museum or location where the artefact was recorded during this study. |
| Museum accession number | The accession number given to the artefact by the museum or institution where it was originally deposited. |
| Museum accession date | Date on which the artefact was accessioned by the museum or institution in which it was originally deposited. |
| Raw material type | Visual categorization of raw material type. |
| Raw material texture | Grain size from FINE through MEDIUM to COARSE, or combinations thereof. |
| Raw material hardness | From FRIABLE if marked by light pressure through RESILIENT to TOUGH. These were primarily visual descriptions of the degree of sedimentation within the matrix. |
| Degree of patination | Results of post-depositional non-mechanical processes, including BURNING, STAINING and PATINATION. |
| Outer cortex type | A description of the outer cortical surface (if present) of the raw material. Includes mechanical effects (listed according to declining severity) BATTERING, ABRASION, POLISHED, chemical effects including RIND STAINED, and general descriptions including NATURAL SURFACE and HARD CHALK RIND. |
| % cortex on front surface | Visual estimate of the amount of cortex to the closest 5%. Cortex was defined as the outer surface present on the raw material prior to working having begun, and therefore excluded ventral surfaces on flake blanks. |
| % cortex on rear surface | As above but on the rear surface. |
| Biface condition | A description of post-depositional mechanical effects including in declining order of severity ROLLED and ABRADED. |
| Biface edge profile | The degree of linearity when viewed edge on, of the most extensively worked region of the biface circumference. Defined as IRREGULAR if sinuous rather than linear, or if straightened through deliberate alternating retouch over a length of less than 20% of the complete circumference. Bifaces were defined as LINEAR if deliberately straightened for over 20%, or TWISTED if possessing deliberate 'S' or 'Z' profiles. All TWISTED edge biface were also LINEAR. On TWISTED bifaces, the angle and direction of twist is given in Description. Artefacts where edges were formed by intersecting surfaces rather than deliberate alternating retouch were described as IRREGULAR. |
| Probable blank type | The most likely blank used to produce the biface itself. They include COBBLE blanks, where the biface was shaped directly from the nodule, and FLAKE blanks, which were removed from a larger core and then shaped. The use of naturally exfoliated flakes at Montagu Cave and Cape Hangklip is a distinct possibility, however if present they were indistinguishable from deliberately struck flakes, and were therefore all grouped as flake blanks. A small number of bifaces were made on TABULAR raw materials. |
| Butt type | The amount of cortex on the butt. Artefacts were defined as NON-CORTICAL if all of the original outer material of the blank had been removed, PARTIALLY CORTICAL if some was present or CORTICAL if the whole of the butt was covered in cortex. |
| Butt working | The amount of deliberate secondary shaping of the butt, but not including intersection surfaces. Described as COMPLETLEY WORKED if the whole of the butt had been shaped through secondary retouch, PARTIALLY WORKED if only partly shaped and UNWORKED if no deliberate shaping was present. |
| Weight (g) | Measured to the closest gram. |
 | |
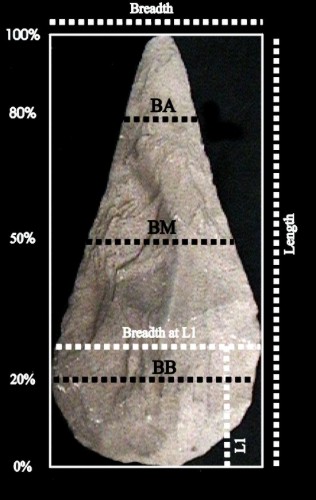
| Length (mm) | Measured from butt to tip with the biface orientated through its longest and most symmetrical axis. |
| Breadth (mm) | Measured perpendicular to length. Note that this is not necessarily the widest point (see Breadth at L1), but rather the width of the fitted rectangle. |
| L1 (mm) | Length from the butt to the widest point of the biface as measured from edge to edge (Breadth at L1). |
| Breadth at L1 (mm) | Breadth from edge to edge at L1. Note that this is not the same a Breadth, which is that of the fitted rectangle. |
| BA (mm) | Breadth at 20% down from the tip or bit. |
| BM (mm) | Breadth in the middle of the biface. |
| BB (mm) | Breadth at 20% up from the butt. |
| Breadth/Length | Ratio reflecting elongation. |
| L1/Length | Ratio indicating the position of the widest point relative to overall length. |
| BA/BB | Ratio indicating the degree of taper or splay from butt to tip. |
| Circumference (mm) | Length as measured around the edge of the front view of the biface. |
| Area (mm2) | Surface area of front view. |
| % of circumference worked | The proportion of the edge deliberately shaped through secondary retouch, expressed as a percentage of the complete front view circumference. Included were acute edges shaped through secondary retouch as well as those formed simply by the intersection of flake, or cortical and flake surfaces. |
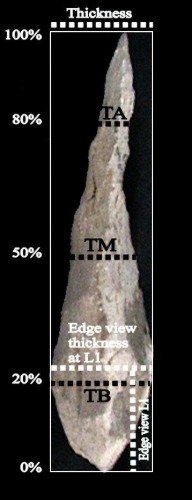
| Thickness (mm) | Measured across the thickest portion of the biface. Note that this is not the thickest point (see Edge view thickness at L1), but that of the fitted rectangle. |
| Thickness/Breadth | Ratio indicating thinning. |
| Edge view L1 (mm) | Length from the butt to the thickest (Edge view thickness at L1) portion of the biface when viewed edge on. |
| Edge view thickness at L1 (mm) | Maximum thickness of the biface from edge to edge. Note that this is not the same a thickness, which is that of the fitted rectangle. |
| TA (mm) | Thickness at 20% down from the tip or bit. |
| TM (mm) | Thickness in the middle of the biface. |
| TB (mm) | Thickness at 20% up from the butt. |
| Description | Any additional relevant information not covered in the preceding categories. |